


一 雕刻机的功能需求:
1、控制方式选择用V/F控制,多段V/F曲线;
2、需要端子控制作为命令源,二线式端子控制,只需一个正转命令FWD;
3、频率源为模拟量设定(电脑控制板输出0——10VDC),只需要从AI1口输入频率指令即可;
4、一路故障复位信号出入(DI2);
5、一路故障信号输出信号;
使用CM583专用变频器优点:
1、全速度范围内速度波动小;
2、低速力矩大,可以保证低转速切削;
数控冲床可用于各类金属薄板零件加工,可以一次性自动完成多种复杂孔型和浅拉深成型加工,(按要求自动加工不同尺寸和孔距的不同形状的孔,也可用小冲模以步冲方式冲大的圆孔、方形孔、腰形孔及各种形状的曲线轮廓,也可进行特殊工艺加工,如百叶窗、浅拉伸、沉孔、翻边孔、加强筋、压印等)。通过简单的模具组合,相对于传统冲压而言,节省了大量的模具费用,可以使用低成本和短周期加工小批量、多样化的产品,具有较大的加工范围与加工能力,从而及时适应市场与产品的变化。
1、控制方式选择用开环矢量控制方式1;
2、启动设置为转速追踪启动;
3、需要端子控制作为命令源,二线式端子控制:一个正转命令FWD(DI1输入);
4、频率源为模拟量设定(0——10V),只需要从Ai1口输入频率指令即可;
5、频率给定最高频率为60Hz,上限频率限制为60Hz,低速力矩要求比较大;
6、加速时间设置为40.0s、减速时间设置为60.0s,需要带制动电阻变频器,防止突然断电时产生过压;
7、需故障信号输出,实现急停控制。
1、控制方式选择用开环矢量控制方式;
2、需要端子控制作为命令源,二线式端子控制:一个正转命令FWD(DI1输入),一个反转命令REV(DI2输入);
3、频率源为模拟量设定(电脑控制板输出0——10VDC),只需要从AI1口输入频率指令即可;
4、能保证在300r/min速度下正常切削工作,低速力矩要求比较大;
5、加速和减速时间根据客户自身需求,一般在2——3s,需要带制动单元的变频器;
6、需要故障信号输出信号和故障复位信号(DI3输入)。
选择日业电气CM530通用磁通矢量控制变频器系统有如下优点:
1、降低产品控制设备成本;
2、大幅度降低维护费用,甚至是免维护的;
2、可实现高效率的切割和较高的加工精度;
3、实现低速和高速情况下强劲的力矩输出;
4、过载能力强。
1、控制方式选择用V/F控制,多段V/F曲线;
2、需要端子控制作为命令源,二线式端子控制,只需一个正转命令FWD;
3、频率源为模拟量设定(电脑控制板输出0——10VDC),只需要从AI1口输入频率指令即可;
4、一路故障复位信号出入(DI2);
5、一路故障信号输出信号;
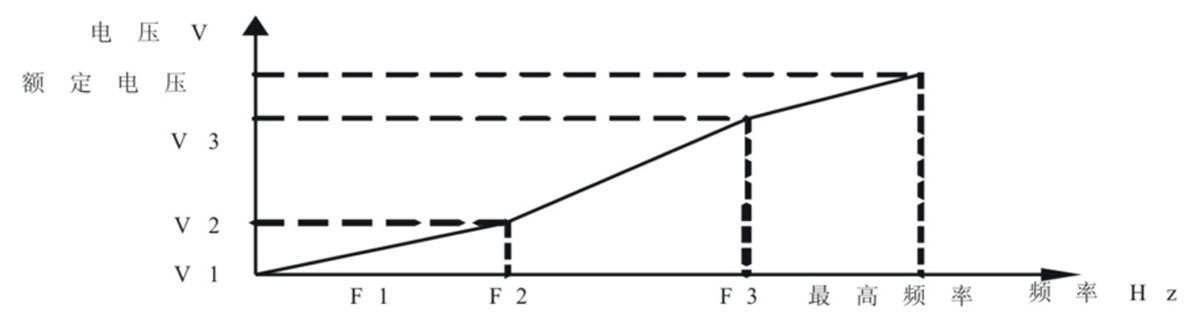
最高运行转速一般在24000r/min,换算变频器的运行频率为400Hz(2级的高速电机),最低的切削转速为2000r/min,采用日业电气CM583专用变频器最高650Hz频率可以很好的满足其要求。最低的切削转速可以在500r/min以下。日业电气CM583专用变频器可以做多段V/F曲线,可以很好的控制高低速的不同转矩提升。
使用CM583专用变频器优点:
1、全速度范围内速度波动小;
2、低速力矩大,可以保证低转速切削;
数控冲床可用于各类金属薄板零件加工,可以一次性自动完成多种复杂孔型和浅拉深成型加工,(按要求自动加工不同尺寸和孔距的不同形状的孔,也可用小冲模以步冲方式冲大的圆孔、方形孔、腰形孔及各种形状的曲线轮廓,也可进行特殊工艺加工,如百叶窗、浅拉伸、沉孔、翻边孔、加强筋、压印等)。通过简单的模具组合,相对于传统冲压而言,节省了大量的模具费用,可以使用低成本和短周期加工小批量、多样化的产品,具有较大的加工范围与加工能力,从而及时适应市场与产品的变化。
使用日业电气CM530通用磁通矢量控制变频器用于数控冲床,可靠的转速追踪实现根据转动盘当前转速实现顺势启动、实现无电流冲击启动,保证了设备安全可靠运行。
1、控制方式选择用开环矢量控制方式1;
2、启动设置为转速追踪启动;
3、需要端子控制作为命令源,二线式端子控制:一个正转命令FWD(DI1输入);
4、频率源为模拟量设定(0——10V),只需要从Ai1口输入频率指令即可;
5、频率给定最高频率为60Hz,上限频率限制为60Hz,低速力矩要求比较大;
6、加速时间设置为40.0s、减速时间设置为60.0s,需要带制动电阻变频器,防止突然断电时产生过压;
7、需故障信号输出,实现急停控制。
三 CM530系列变频器数控机床上应用方案

1、控制方式选择用开环矢量控制方式;
2、需要端子控制作为命令源,二线式端子控制:一个正转命令FWD(DI1输入),一个反转命令REV(DI2输入);
3、频率源为模拟量设定(电脑控制板输出0——10VDC),只需要从AI1口输入频率指令即可;
4、能保证在300r/min速度下正常切削工作,低速力矩要求比较大;
5、加速和减速时间根据客户自身需求,一般在2——3s,需要带制动单元的变频器;
6、需要故障信号输出信号和故障复位信号(DI3输入)。
CM530通用磁通矢量控制变频器拥有AI1、AI2两个模拟量输入端子,两种开环矢量控制方 式(开环矢量控制方式1对电机参数的依赖性不是很强,开环矢量控制方式2对电机参数依赖性较强,必须对电机进行参数学习才能良好工作),拥有良好的低频力矩。开环矢量0.5Hz达到180%的力矩。自带制动单元。完全满足数控车床上的使用。
选择日业电气CM530通用磁通矢量控制变频器系统有如下优点:
1、降低产品控制设备成本;
2、大幅度降低维护费用,甚至是免维护的;
2、可实现高效率的切割和较高的加工精度;
3、实现低速和高速情况下强劲的力矩输出;
4、过载能力强。
